Base & Modeling for High-Speed Machining
150 $
CAM-TOOL is a five-axis-control-machining-center compatible, high-end CAD/CAM system with a hybrid CAM engine (Polygon and Surface Calculation). This Hybrid capability enables direct machining to be applied to materials with a high degree of hardness. In addition, CAM TOOL provides a superior surface finish, longer tool life, reduced machining time and finishing time.
Most CAM systems calculate their tool paths using what is referred to as a triangulation mesh. This means putting a virtual net over the model and using the intersecting points to calculate their tool paths. This mesh creates inaccuracies in the NC code, and in turn, your part. With CAM-TOOL’s surface calculation, your NC code is directly offset from the surfaces to ensure smooth, accurate tool paths that are true to the model. This higher accuracy NC code increases tool life, surface finish and produces more accurate parts.



















Recently, Sherry Baranek spoke with the past president Doug Noxell whom has more than 20 years of experience in the mold making industry, specifically with CNC and CAM. In this Q&A, he explains the importance of selecting the proper software for high-speed machining (HSM) and hard milling applications. For the past several years, he has traveled to a number of tool and computer shows to find the best HSM package, and in this Q&A, he shares his knowledge and explains the importance of selecting the proper software for these applications.
In order to decide what is and is not a high-speed feature we first need to debate the method. Several years ago if you asked a machine manufacturer if he had a high-speed machine, they would usually reply, “Yes, we have a 15,000 RPM spindle.” The term high-speed machining means many different things. Some of the other terms that are used to describe the same style of machining could be “high-efficiency,” “high-precision,” and even “polish-free.” Another type of high-speed machining that concentrates on material 50RC to 65RC is referred to as hard milling. I think that when it comes to machining complex 3D sculptured shapes we are trying to achieve the best quality part in a cost-effective manner. The more complex the shape the more cutter control is required. In addition, the harder the material, the more important the approach the methods that we consider in conventional machining are even more important with the higher speeds and feeds, such as cutter deflection, cutter wear, surface finish and cost effective cutting.
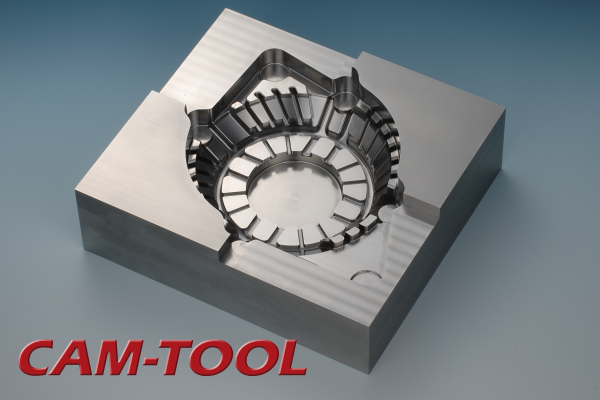
With the new machines, controllers and tooling technology we are finding it possible to machine very fine detail in an efficient manner. When evaluating the efficiency of the process, we need to consider all of the operations from the start to finish. The process sometimes adds to one operation and eliminates another. A good example of this would be the method of producing a small rib in a mold. The conventional method would be to EDM and the new high-speed method might be to machine it. The processes and time spent for operations such as modeling the electrode, programming, cutting it and the burning time must be compared to the alternative of programming and machining. Another example of this would be machining to high surface finishes to reduce and in some cases eliminate hand polishing and spotting.
In recent years, the advances in machine tools, tool holders and cutting tools have changed the machining process and opened new ideas as to role of this equipment in the mold building process. In the beginning most people, myself included, felt that if we could increase our speeds and feeds, and step-downs and stepovers we could be more productive. This was the first stage of this new technology. The next step was to achieve better surface finish and reduce hand work. The latest is to machine hardened material that was traditionally done by EDM. In all of these developments the one component to this new cutting method that has been overlooked is the CAM package. When a company considers the purchase of a new machine it is usually part of their growth and the newest technology is a consideration. The tool holders and cutting tools are also part of this investigation into this new cutting method. Unfortunately, most of this information used to purchase this equipment is based on the machine spec. The cutting methods of the CAM package do not get the same investigation because there are no set specs. All of the CAM manufactures are saying they have HSM methods but to what level?
The first thing is to acknowledge that the CAM package is just as important as the other components in this method. Next, he should have his programmer make toolpaths to run on this new equipment – with the help of the machine tool company – to determine if his CAM software is capable of making full use of this new machine. The last thing you want to do is have this expensive new machine and not be able to produce the minute it is setup. Just as you determine what you want to achieve from this new equipment, you need to ask the same questions about your software.
The trend to do more programming on the shop floor in recent years has had its advantages for conventional machining. The only drawback is that the limited cutting methods sometimes do not allow you to machine the small deep ribs efficiently and they are left for EDM. The best packages allow you to cut all of the shapes and the decision to cut or EDM is only made based on the most cost-effective method – not a software limitation.
The best overall packages for CAD/CAM have to cover many industries and have found that the top packages tend to concentrate on the big customers needs. If you had a customer that represented 30-40% of your sales you would be focused on their needs first. This is why most of the smaller CAD/CAM companies try to specialize on one or two related industries. Most of the larger CAD/CAM companies try to have the total package from design to manufacturing and all the extras. They do a very good job of supplying an advanced product in some area and a modest one in other areas. I feel that if you are looking at software you need to separate the design from the manufacturing. That’s not to say that they are totally separate but that you will find a huge advantage to using a package that is focused on machining of complex 3D shapes. The packages that concentrate on the mold industry are very much aware of the problems facing the mold maker and they try to focus their R & D departments on these problems. If your software is covering many industries it my take several updates to get the new features you need. As we all know the competition is always looking at ways to advance and you can’t be waiting for your package to introduce features you need to stay current.
The first step is to recognize that it is new technology and that there will be a learning curve. Just as with any new technology you will walk before you run so make a plan as to what type of parts you want to cut and set the goal of were you want to go. The software package that you purchase should have a good track record of developing new features and not just following the industry trends. You need to consider the added cost of training that is often above the quoted price of the package. The standard week or two of training is only the beginning how long will it take to be proficient? The important part of the training is to recognize the long-term gains of the advanced features and the overall cost and time saving advantages. The biggest advantages are in reduced polishing and spotting both of which are labor intensive and are in the last days of the tool build.
The first step is to choose your cutting strategy. Evaluate the finished shape, choose the best cutter sizes and plan your cutting method. With conventional methods, you would traditionally use the horsepower and the largest tool to remove the most material quickly and work your way down to the small cutters for the fine detail. If you look at most of the high-speed cutting being demonstrated by the machine manufacturers you will find that they are trying to use smaller cutters and use small, fast cuts. At first I thought it was to show the speed of the machine and because most of the machines had high RPM and low horsepower. After more investigation I found that the finished shape determines the choice of cutter. In other words, if you choose a cutter that can come close to the finish shape and still remove the volume of material efficiently, that would be the cutter to start with. Now whether this is a flat end mill or a ball end mill, the important part of making the toolpaths is to use a constant chip load. In many of the demonstration parts that you will see a cutting strategy that is new. The toolpath is a Z level finishing method but with one major difference, in that there are extra cuts on the shallow sloping areas to allow for a constant surface finish on the entire part. This allows the part to be finished from top to bottom with one toolpath and no need to go back and re-cut areas that would normally have large scallops with the traditional Z level finish.
Accurate Surface Data
The first step to a high-precision part is a good quality surface model. If there are any imperfections in the model they will defeat the purpose of achieving a high quality surface finish because you will need to remove them with handwork. Therefore the software should have easy to use surface error detection and the ability to repair any surface mismatches such as gaps, overlaps and surface intangencies.
Accurate Cutting
The software should be calculating the toolpaths directly from the surface data. Most CAM packages use an approximation or triangulation of the machining data to create toolpaths. This makes the software process faster, but it has its limitations. As the machined surface quality improves, the evidence of this approximation may appear in your finished part. The software should be capable of cordal deviation to .0002 or smaller. Some software go one step further by adding points in areas of small radius fillets to eliminate faceting.
Surface Analyzing
There should be good tools to analyze the curvature of fillets to determine the cutter size required and an easy method to determine cutter length requirements. There must be no doubt that a holder will not interfere with your work piece. It is a good idea to keep a library of your tools and holders for use with software that can check the holders quickly and accurately against a work piece.
Climb Milling
The best method of cutting is to climb mill. The software package must climb mill at all times if you want to achieve polish-free surface finish. Most packages can climb mill when cutting a core only or a cavity only. The real test is to have a standing core inside a cavity and look to see if it always climb mills the finish surface. The more control you have over constant cutting volumes and climb cutting, the more predictable the tool life. This will then allow more unattended machining. There also needs to be knowledge of the stock and an automated method to find and remove this material with minimal over cutting of finished areas. This will help with finish as well as cutter life. It will also reduce or eliminate the occurrences of missed material from packages that require the programmer to analyze and patch cut areas of remainder material.
Roughing / Remainder Roughing
The roughing package must give you many subtle but important functions over basic roughing packages. Most good cam packages should arc into material, constantly climb mill with constant volume and cut helix operations automatically when no room is found to ramp into material. A lesser found but very important function is the ability to perform a second roughing cut with a smaller cutter in the uncut areas with use of a stock model is crucial.
Cutting Databases
Software should have easily definable and useable cutting definition libraries for the user to tailor his cutting techniques for the type of material being cut and the exact machine or machine type that the tool is being used on. This will allow more consistent toolpaths and allow for some automation.
Constant Feedrate Ability
Most programming packages do not monitor the volume of material being cut by the tool. Some can reduce the feedrates buy using an optimization process after the toolpath is created. In high speed machining, this technique has its limitations, especially with smaller cutting diameters. Smaller cutters may be able to cut quickly and efficiently in certain situations, but they will not take heavy cuts no matter how much the feedrates are reduced. The mold-maker will be left burning areas that he hoped high speed machining would eliminate. To solve this, the problem has to be tackled when initially creating the toolpath. This brings us to our next feature re-machine.
Re-Machining
The re-machining package must work more accurately and with a smaller diameter of cutter. In order to cut grooves and ribs you need the ability to add extra passes in areas were there is extra remaining stock. This extra control will allow the machining of small details that previously required EDM. The finishing and/or semi-finishing tools must be able to recognize the changes in part shape and produce the proper surface finish for both vertical and horizontal conditions preferably all in one tool path. The tool path should also have the knowledge of remaining stock to eliminate wasted motion and control chip load. The examples in fig.2 shows the cutting of a vertical corner with the added passes for improved chip load. As in the case of vertical areas the horizontal condition in fig 3 also shows the advantage to adding these extra passes. When both of these conditions are performed in the same toolpath in an automated manner this produces the best result. Without this function, the user must still be aware of any situations where a cutter following a larger cutter may bury itself beyond its cutting capacity.